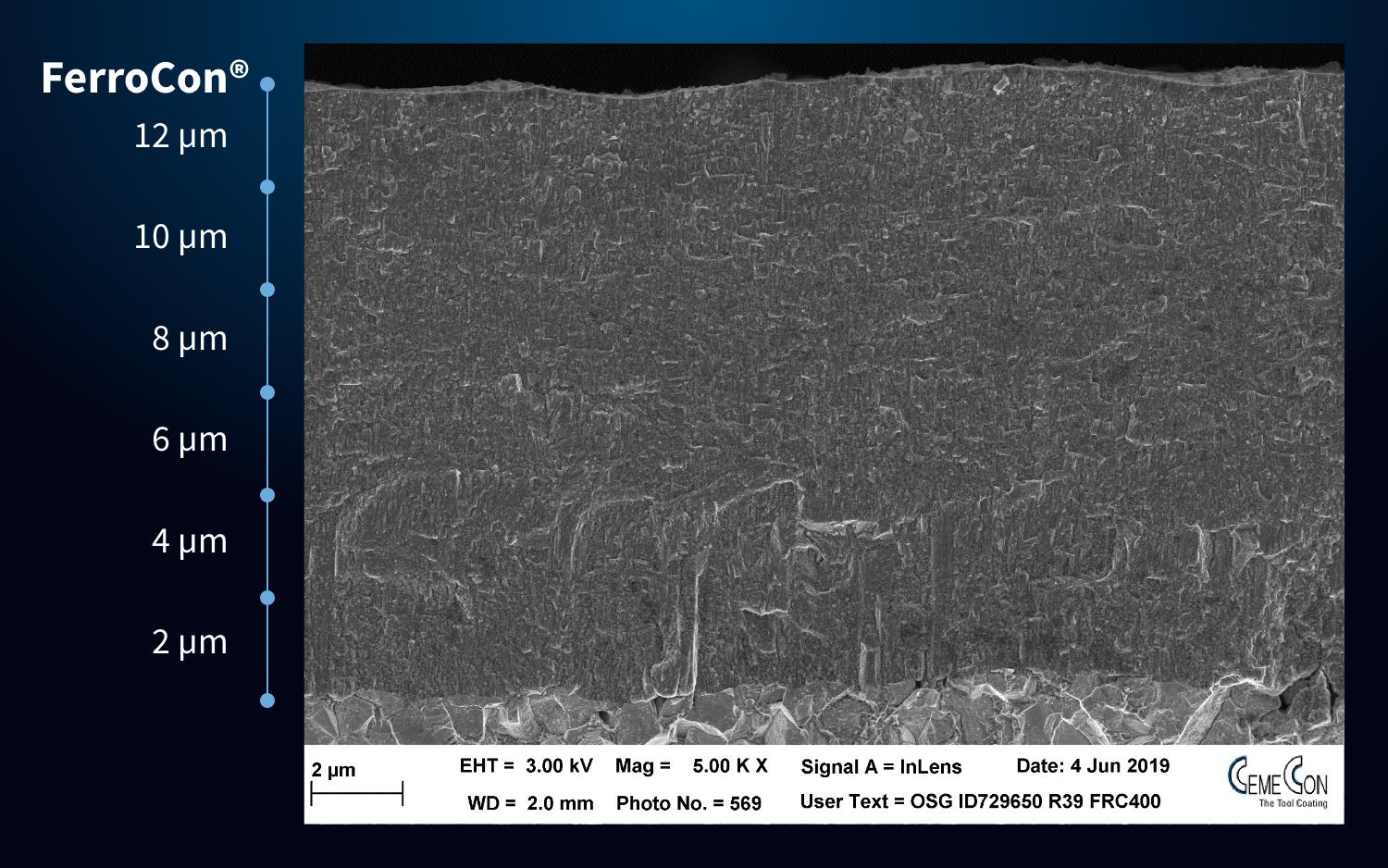
최대 마모 볼륨을 위한 12 µM 코팅 두께

FerroCon®Quadro를 사용한 경제적인 황삭 작업
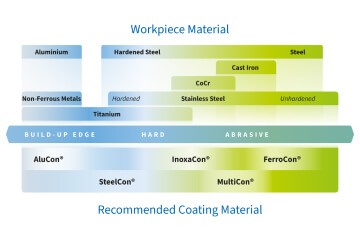
레일이나 스위치, 파이프나 크랭크샤프트 등의 고 하중 기계 가공이나 주철이나 철 재료의 회전 박리 등으로 두꺼운 칩이 떨어지는 경우, 더욱 긴 공구 수명과 성능이 좋은 고성능 절삭 인서트가 필수가 됩니다. 이것이 최대 마모 양을 달성하는 유일한 방법입니다. 특히 이러한 황삭 작업에서는
1µ m의 차이가 공정의 효율성을 좌우하는 것입니다. FerroCon ® Quadro는 이러한 까다로운 애플리케이션을 위해 12µ m 코팅 두께를 제공합니다.
황삭 작업은 철도 레일 메인터넌스 등 많은 용도로 사용됩니다. 철도의 선로는 높은 선로 사용률, 고속 열차, 무거운 화물 운송 시의 압력이나 전단력 등에 의해 일상적으로 높은 부하에 노출되고 있습니다. 안전한 운행을 확보하고 인프라를 최대한 길게 유지하기 위해서는 선로, 특히 레일이나 스위치의 정비·수리 작업이 빠뜨릴 수 없습니다. 밀링은 큰 손상을 복구하고 레일을 새로운 제품과 유사한 상태로 복원하는 방법 중 하나입니다. “여기에는 최고 가공 속도와 가공 품질을 가진 특성 공구가 필요하며 일반적으로 많은 절삭 인서트가 장착되어 있습니다. 코팅 두께가 증가하면 공구 수명이 크게 연장되고 효율성을 높일 수 있습니다. 이러한 용도에서는 상관관계가 거의 선형적이며, FerroCon ® Quadro를 빠트릴 수 없습니다.
절삭 인서트의 두꺼운 코팅은 항상 CemeCon의 가장 뛰어난 분야입니다. 절삭 인서트의 6µm는 수년 전부터 표준이었고 HiPIMS 기술은 여기에서도 그 가능성을 크게 넓혔습니다. 특히 절삭 인서트 전용 HiPIMS 코팅 재료인 FerroCon® Quadro는 12µm 두께의 코팅으로 기존 PVD 코팅을 능가합니다. 이러한 코팅의 두께는 이전까지 CVD 공정에서만 실현될 수 있었다.
CemeCon만의 강점
“납기 면에서도 기계 기술자에게 새로운 가능성을 열어줍니다. 세계에서 가장 큰 코팅 센터를 가진 CemeCon은 단시간에 항상 동일한 반복 가능한 품질로 인서트를 코팅할 수 있습니다. FerroCon ® Quadro는 독성이 없는 친환경 기술이며 코팅 중 약 500도의 가공 온도는 모재를 보호하고 초경합금이 부서지지 않도록 합니다."라고 Inka Harrand는 덧붙입니다.
왜 이제서야 CemeCon의 HiPIMS 기술로 기존에는 생각할 수 없었던 막 두께가 가능하게 되었습니까? 이는 CemeCon의 특징인 HiPIMS 캐소드 펄스와 모재 테이블의 동기화를 통해 코팅의 잔류 응력을 능동적으로 관리하고 낮은 수준으로 유지할 수 있었기 때문입니다. 이것은 CVD 기술의 경우 인장 응력과 크게 다르며 밀링 공구에 적합하지 않은 프로세스입니다. 낮은 잔류 응력은 12 µm FerroCon® Quadro와 같은 높은 막 두께를 허용합니다. 이 테스트는 이 뛰어난 기술로 25 µm 두께의 코팅까지 우수한 밀착성을 제공할 수 있음을 보여줍니다.
또한 HiPIMS는 코팅 유형, 품질 및 성능을 향상시킵니다. CVD 코팅과 비교하면 조성물에 사용할 수 있는 원소가 크게 증가합니다. HiPIMS 코팅은 매우 부드럽지만 동시에 단단하고 튼튼합니다. 또한 밀착성이 뛰어나 막 두께가 균일하게 분포되어 있기 때문에 공구를 최적으로 보호할 수 있습니다. 즉, 레일이나 스위치는 신속하고 경제적으로 재사용할 수 있으며 중부하 작업에도 견딜 수 있는 안전성을 갖추고 있습니다.
이 팩트 스토리를 PDF로 다운로드 모든 FACTS 매거진 개요(PDF)