HiPIMS技术优势,为冲压技术带来新维度

STEPPER 使用InoxaCon®在不锈钢加工方面向前迈进了一大步
在过去的两年里,几乎没有任何产品像电子元件一样爆发如此大的需求—也没有哪个电子元件能够离开插头和插头触点。为经济地制造1000万个或更多的大系列精密触点,高度复杂的高性能自动冲压机在制造中处于重中之重的地位。Fritz Stepper GmbH & Co.KG作为一家屡获殊荣的模块化级进模具专家,其生产电子接触件的速度高达每分钟3,000件。为了不断改进这些高速冲压工具,位于德国Pforzheim的公司随时准备开辟新的技术。CemeCon推出的HiPIMS技术成为推动他们前进的契机。
“如果你想做得更好,就会面临两种选择:对现有工艺进行改进,亦或从上到下推倒重来。”Fritz Stepper GmbH & Co.KG的创始人Fritz Stepper选择了第二种:通过运用最新技术来实现最高精度和最高效率。Fritz公司在这种思维模式指导下,迅速实施一系列技术创新,从而让公司在市场上始终保持技术领先地位。1970年,Stepper公司开发模块化设计级进模获得专利,成为其进军现代化工具制造的转折点。今天,来自德国Pforzheim公司的创新实力也通过无数奖项得到了证明:Stepper多次被FAZ研究所评为德国创新领导者之一,并于2019年被著名的弗劳恩霍夫生产技术研究所IPT评为2019年度最强工具制造商,并获得“卓越生产”总冠军的称号。

通往最佳冲压工具的新路径
做电子行业最好的冲压件是Stepper的追求。“无论是计算机还是汽车——我们客户的要求都非常高,因为它们的共同点就是对精度和生产率都有极高的要求。为满足这些要求,刀具的选择至关重要:不仅要有较长的刀具寿命,还必须在材料、表面质量和加工精度方面出类拔萃,以便能够始终如一地高精度生产几何形状要求严苛的微型零件,”研发主管兼表面技术主管Martin Hess说。“我们公司的理念是尽可能地构建最好、最可靠的工具。但是,安装在如此大体量下的单个活动部件产生的磨损会严重损害我们的目标,必须将其磨损进程降至最低。为实现这一目标,我们采取了各种手段,不断地评估新材料、改进生产工艺、提高技术水平。”
只有CemeCon的HiPIMS技术允许我们调整众多变量,以精确校准功率,在某些情况下,与我们的极细丝有源元件完美匹配——其中1000多个元件可以安装在一个高性能级进模中!这使我们在不锈钢
领域向前迈出了一大步Martin Hess, Head of Research and Development and Head of the Surface Technologies Department at Stepper
Stepper在公司内部整个涂层范围内寻求解决方案,从开始的电弧系统到电弧核磁控管技术组成的混合系统,再到与大学合作开发用于磨损保护的ta-C涂层的特殊脉冲激光机。通过不断优化超过30年的涂层专业知识,寻求既能满足高性能冲压,又能满足各种待冲压材料对丝状有源元件特殊要求的解决方案。其中,最高级别的挑战在于对于两种具有截然不同材料特性的冲压条进行平行加工,如:抗拉强度Rm约为600N/m㎡的青铜和Rm高达1,400N/m㎡以上的不锈钢。在对级进模进行任何维护干预之前,加工不锈钢的有源部件在此处应达到两位数的、百万范围内的最小冲程率。对于这种材料,尽管进行了许多内部开发,专家们并没有在传统涂层工艺方面取得重大进展——甚至连超硬ta-C也没有。

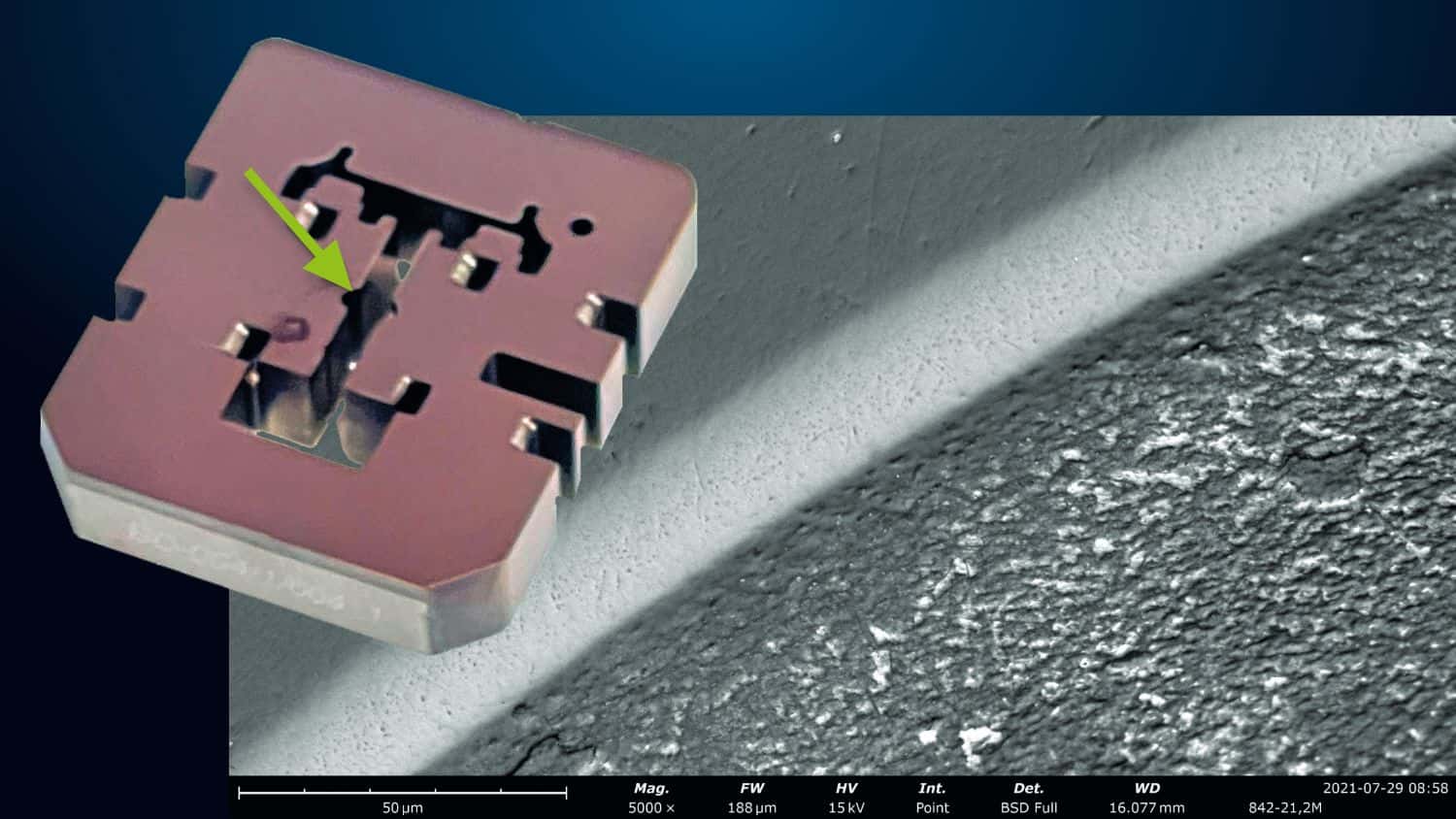
Martin Hess:“使用最先进的测量技术进行磨损分析向我们展示了需要改进的细节:对于有源元件,例如,有时会使用尺寸远低于1毫米的切割冲头,由于后抛光过程中出现的工艺或层微孔,表面伪影(“液滴”)不可避免。如果微孔出现在以微米精度的刃带上,则通常会引发初始磨损。其后果是在冲压件上形成局部毛刺,并由此导致有源元件产生变化。除此之外,残余应力最小化的边缘线、与基材匹配的涂层应力梯度以及与冲压带匹配的摩擦化学等,只能通过附加最新涂层技术的工艺控制进行优化。我们从不寻找任何解决方案,我们总是想要最好的。因此,我们转向CemeCon,考虑使用HiPIMS技术为我们的冲压工具提供技术支持。”
这是一个革命性的想法,因为CemeCon已将CC800®HiPIMS完美地应用于切削刀具涂层。“因此,这是一个如何将适合切削刀具的方法转移到剪切、弯曲和压花等新应用中的问题。得益于与Stepper的合作以及涂层设备和HiPIMS工艺的高度灵活性,我们能够迅速证明,经过调整的HiPIMS涂层将触发冲压工具的技术飞跃。然后,我们一起踏上了一段探索之旅——结果非常令人信服!”CemeConHiPIMS涂层开发专家Stephan Bolz博士说。
HiPIMS—拒绝平庸,只能优秀
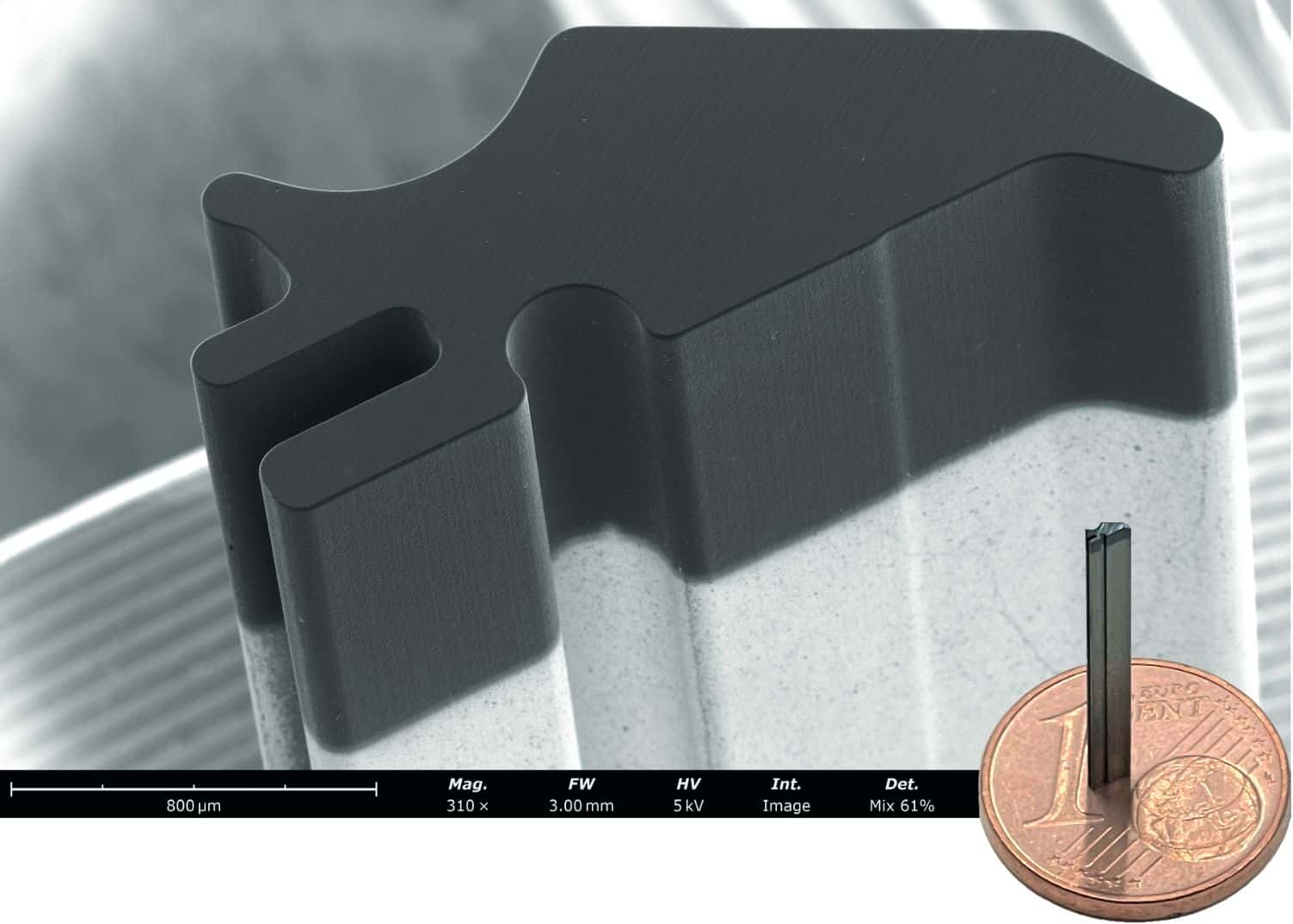
HiPIMS技术非常适合应用于冲压工具:在不锈钢精密触点的生产过程中,级进模中安装的活动元件会承受巨大的外应力。它们必须承受高达每分钟3,000次的冲击。仅凭一层极硬的涂层不足以承受总行程数千万级的冲击应力。为防止涂层材料降解,它也必须坚韧。同时,冲压需要极其光滑的表面和极其致密的表面形态。在高磨损储备所需的涂层厚度水平上,高精度和锋利的几何形状还需匹配低残余应力,而这种组合只能通过HiPIMS才能实现!
InoxaCon®作为HiPIMS涂层材料是经过多年实践验证的不锈钢加工解决方案。对于其他涂层,经常观察到从不锈钢冲压带到涂层活动元件的不良材料转移(微冷焊)。InoxaCon®不会发生这种情况。刀具寿命的成功超出了所有人的预期:现在可以使用3000万次冲程甚至更多!
“只有CemeCon的HiPIMS技术允许我们调整众多变量,以精确校准功率,在某些情况下,与我们的极细丝有源元件完美匹配——其中1000多个元件可以安装在一个高性能级进模中!这使我们在不锈钢冲压领域向前迈出了一大步。”马丁▪赫斯热情地说。CC800®HiPIMS涂层系统为Stepper的远见者开启了进一步创新发展的大门。让我们期待着它们的惊艳表演!
Stepper
Fritz Stepper GmbH & Co. KG成立于1965年,成立之初就致力于使用最新、最尖端的设计技术打造现代冲压工具。1975年,Stepper公司推出世界上首个模块化设计冲压工具,标志着工具制造业的转折点。借助底座中的模块化插件,为完整的零件系列创建单独的工具——即使在要求苛刻的弯曲、滚动和压花操作系列中,也具有易于操作、维护最少和大冲程率的特点。
Stepper还在其普福尔茨海姆工厂为汽车或计算机行业等大批量生产高精度接触部件。根据“要么最好,要么什么都没有”的使命宣言,Stepper的客户可以享有最高的质量和精度,以及具有50年经验的全面专业知识——从项目开始到拥有最佳高性能冲压工具的系列产品。