
AluCon® : Le meilleur pour les métaux non ferreux
HiPIMS assure une meilleure performance
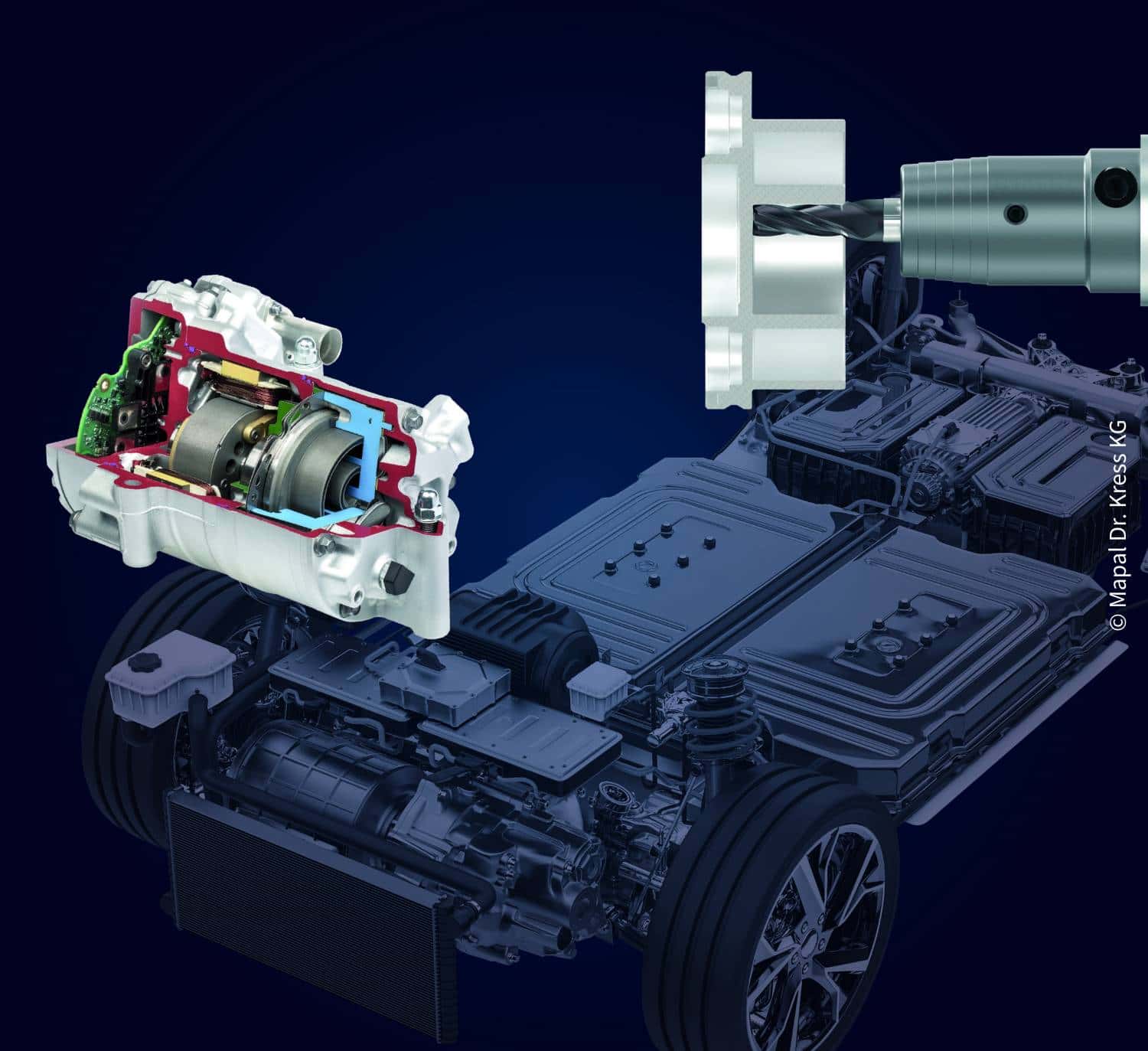
Que ce soit pour l'e-mobilité ou la construction aéronautique, les matériaux légers tels que l'aluminium et les alliages titane-aluminium sont de plus en plus utilisés pour réduire le poids. Ces matériaux haute performance posent des défis particuliers aux machinistes, qui ne peuvent les relever qu'avec des outils haut de gamme adaptés avec précision. Le matériau de revêtement HiPIMS AluCon® à base de TiB2 - le développement ultérieur du matériau de revêtement AluSpeed® - permet de tels concepts d'outils innovants.
Tout comme le matériau de revêtement éprouvé AluSpeed®, AluCon® est basé sur le TiB2. La faible affinité avec les métaux non ferreux et la dureté élevée font que les matériaux de revêtement sont si efficaces dans l'usinage de l'aluminium, du cuivre et du titane. La grande différence : AluSpeed® est produit par le procédé traditionnel de pulvérisation cathodique, tandis qu'AluCon® est produit par HiPIMS, le perfectionnement de la pulvérisation cathodique. Les propriétés physiques exceptionnelles sont ainsi encore améliorées. AluCon® combine ainsi les avantages d'AluSpeed® avec l'adhérence de la couche, la densité et la dureté du procédé HiPIMS.
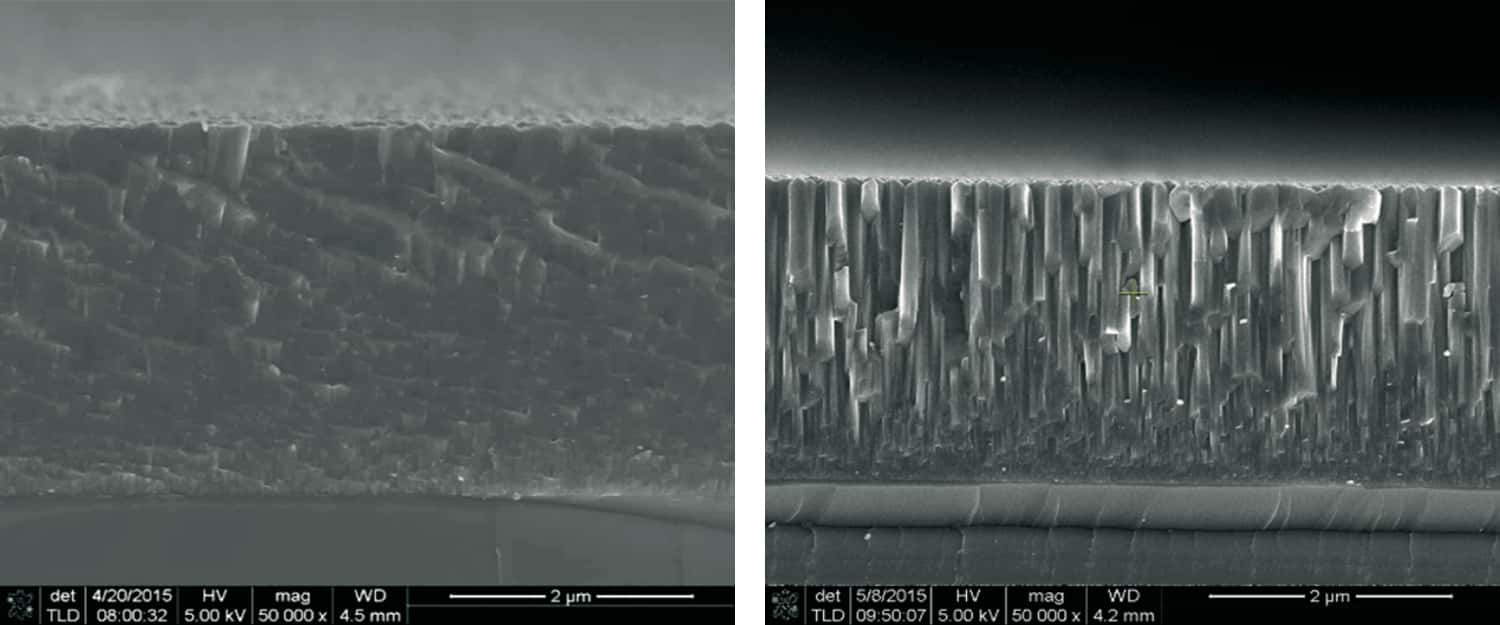
Grâce à son épaisseur de 2 µm et à sa structure cristalline fine, AluCon® est particulièrement adapté à l'usinage de l'aluminium avec des arêtes de coupe vives. Le matériau de revêtement HiPIMS offre une excellente protection contre les arêtes rapportées. La surface extrêmement lisse du revêtement assure un enlèvement optimal des copeaux. La diminution du frottement abaisse la température du processus de coupe. La structure dense et fermée de la couche réduit également la diffusion et donc l'usure à des températures de fonctionnement élevées. La durée de vie de l'outil s'en trouve considérablement allongée. La très bonne adhérence, associée à la dureté élevée de 5.000 HV0,05 et à une meilleure ductilité, permet d'obtenir les meilleures performances dans l'usinage à sec et sous arrosage - et ce, avec des données de coupe accrues. Ainsi, les outils dotés d'un revêtement AluCon® sont très performants dans l'usinage de l'aluminium, du cuivre et du titane.
«AluSpeed® est la référence en matière d'usinage de l'aluminium et des métaux non ferreux depuis deux décennies. Depuis que nous avons introduit le matériau de revêtement HiPIMS AluCon® sur le marché il y a cinq ans, de nombreuses applications ont montré qu'il pouvait être encore meilleur. Dans tous les résultats d'usinage, AluCon® obtient des résultats au moins aussi bons et, dans la plupart des cas, nettement meilleurs qu'AluSpeed®. Cela prouve une fois de plus que HiPIMS est l'avenir du revêtement PVD. C'est pourquoi nous avons décidé de ne produire que la ‹mise à jour›. Ainsi, AluCon® remplacera complètement AluSpeed® à la fin de l'année», déclare Inka Harrand, Product Manager Cutting Inserts chez CemeCon.
AluCon®
Materials:
Aluminium, titane, cuivre et autres métaux non ferreux
Matériau de revêtement:
à base de TiB2
Température de fonctionnement maximale:
1.000 °C
Couleur:
Argent
Épaisseur du revêtement:
2 µm
Types d'outils:
Forets, fraises, alésoirs, outils de filetage et plaquettes de coupe

