
Neue HiPIMS-Beschichtungstechnologie erreicht beste Haftung
Das HiPIMS (High Power Impulse Magnetron Sputtering)-Verfahren und seine Vorteile für die Zerspanungsindustrie.
Härte, Zähigkeit und Haftung zählen heutzutage zu den wichtigsten Eigenschaften von PVD-(Physical-Vapour-Deposition)-Beschichtungen für Zerspanwerkzeuge der anspruchsvollen Hart-, Hochgeschwindigkeits- und Trockenzerspanung. Die kontinuierliche Weiterentwicklung und Verbesserung von Werkstoffen stellt Zerspanwerkzeuge ständig vor neue, erhöhte Anforderungen. Besonders harte, schwer zerspanbare oder zur Kaltverfestigung neigende Werkstoffe aber auch solche mit niedriger Wärmeleitfähigkeit erfordern zusätzlich zu den bereits genannten Schichteigenschaften eine hohe thermische sowie eine hohe Oxidationsbeständigkeit der Schichten.
Im Hinblick auf diese Eigenschaften werden mittels der HiPIMS-Technologie neuartige Schichten mit stark verbesserten Eigenschaften gegenüber den konventionellen Beschichtungen entwickelt. Diese sind in der Lage, schwer zerspanbare Materialien, wie Nickelbasislegierungen und rostfreie austenitische Stähle, wirtschaftlicher zu bearbeiten – mit signifikant erhöhten Zerspanparametern und weitaus geringerem Werkzeugverschleiß.
Am Puls der (Zerspaner)-Zeit
Gepulste Sputter-PVD-Prozesse haben in den vergangenen Jahren ein steigendes Interesse im Kreis der Anwender erfahren. HiPIMS stellt die neueste Entwicklung auf dem Gebiet der Pulstechnologie dar. HiPIMS ist ein von dem mittlerweile verstorbenen russischen Wissenschaftler Vladimir Kouznetsov entwickeltes und patentiertes, gepulstes PVD-Verfahren, bei dem eine hohe Ionisation des abgesputterten Targetmaterials (Targetmaterial = Spendermaterial) erzielt wird.
Durch die Einspeisung hoch energetischer Leistungspulse im Megawatt-Bereich in das Target bildet sich ein Plasma mit hoher Ladungsträgerdichte (1019 m-3) vor dem Target. Diese liegt deutlich höher als beim herkömmlichen DC-(Direct Current) Sputterverfahren. Die hohe Ionisation des zerstäubten Spendermaterials führt zu einer Verbesserung der Schichtstruktur und der Schichteigenschaften, im Vergleich zu den herkömmlichen Verfahren. Das liegt darin begründet, dass Energie und Bewegungsrichtung der auf das Substrat auftreffenden positiv geladenen Teilchen durch eine an das Substrat angelegte negative Spannung (Bias-Spannung) günstig beeinflusst werden.
Eine Erhöhung der Ionisation des abgeschiedenen Spendermaterials wird beim herkömmlichen DC-Sputterverfahren durch das Anheben der Kathodenleistung erzielt. Jedoch existieren hier Grenzen durch die höhere thermische Belastung der Kathoden und der zu beschichtenden Substrate. HiPIMS stellt eine Lösung dieses Problems dar. Hier wird mit sehr hohen Leistungsimpulsen gearbeitet, die nur für eine sehr kurze Zeit auf das Targetmaterial aufschlagen. Eine sich daran anschließende relativ lange „Aus-Zeit“ sorgt für niedrige durchschnittliche Kathodenleistungen (1-10 kW) und somit für ein Abkühlen des Spendermaterials sowie eine hohe Prozessstabilität.
Härter und zäher
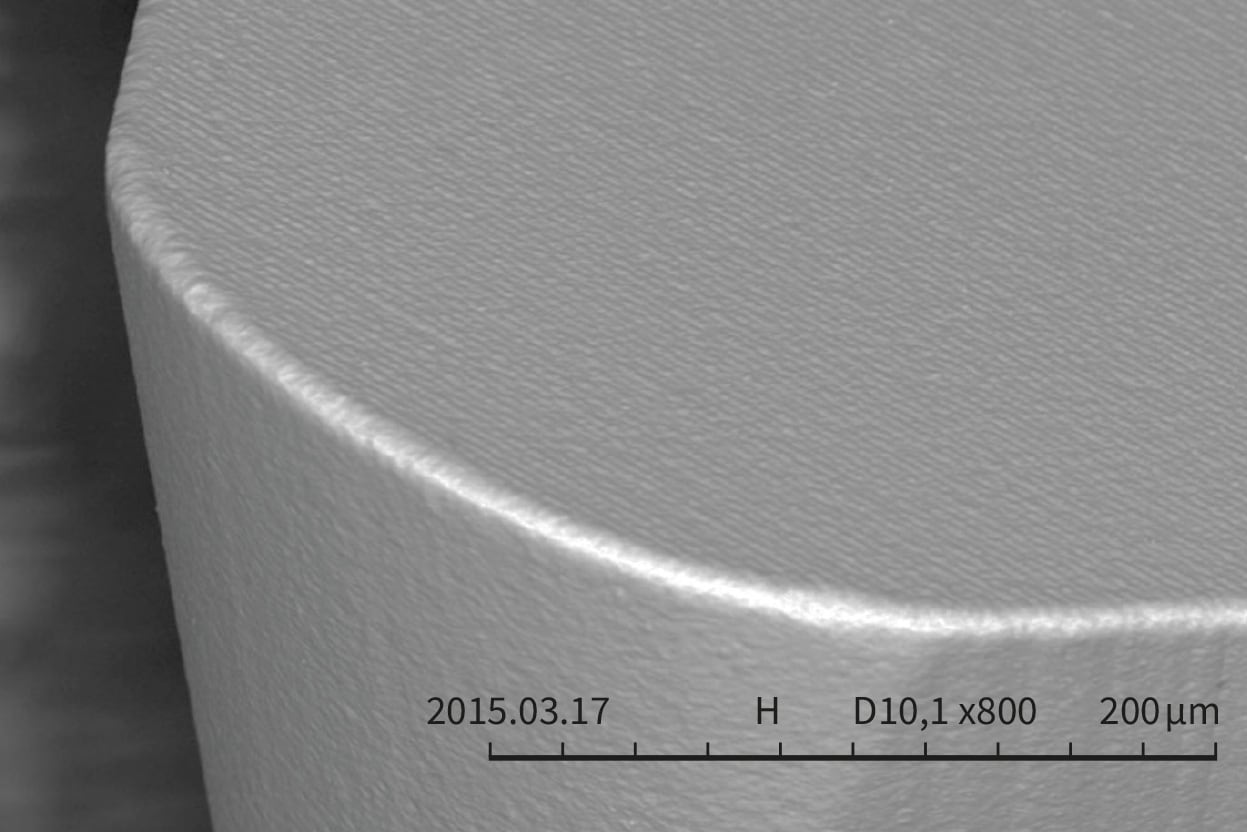
Vorteile von HiPIMS-Schichten sind insbesondere eine dichtere Schichtmorphologie sowie ein erhöhtes Verhältnis von Härte zum E-Modul der Schicht im Vergleich zu herkömmlichen PVD-Schichten. Während vergleichbare herkömmliche, nanostrukturierte (Ti,Al)N-Schichten über eine Härte von 25 GPa und ein E-Modul von 460 GPa verfügen, liegt die Härte der neuen HiPIMS-Schicht bei über 30 GPa bei einem E-Modul von 368 GPa. Das Verhältnis aus Härte und E-Modul ist ein Maß für die Zähigkeitseigenschaften der Schicht. Günstig ist eine hohe Härte bei relativ kleinem E-Modul, so wie es bei der HiPIMS-Schicht der Fall ist.
Für die extrem hohe thermische Stabilität der HiPIMS-Schicht ist neben der dichteren Schichtstruktur eine völlig neuartige Materialzusammensetzung verantwortlich. Zudem ermöglicht das innovative Beschichtungsverfahren, die Schicht mit dem Substrat zu „verankern“ und somit die Schichthaftung im Vergleich zu bisherigen Schichten zu verdoppeln. Dies ist vor allem von Vorteil, wenn mit scharfen Schneiden im unterbrochenen Schnitt gearbeitet wird, beispielsweise bei Superlegierungen. Beispiele hierfür sind ein Performancegewinn von 80% beim Fräsen in Titanlegierungen und von 400% beim Drehen von Inconel.
HiPIMS in der Anwendung
In einer sehr kurzen Entwicklungsphase ist es den CemeCon-Ingenieuren gelungen, die HiPIMS-Technologie auf die CC800®-Anlagenplattform zu übertragen. Die CC800® HiPIMS läuft nun seit mehr als 14 Jahren in der Produktion und hat sich als außergewöhnlich produktionsstabil erwiesen.
Warum HiPIMS?
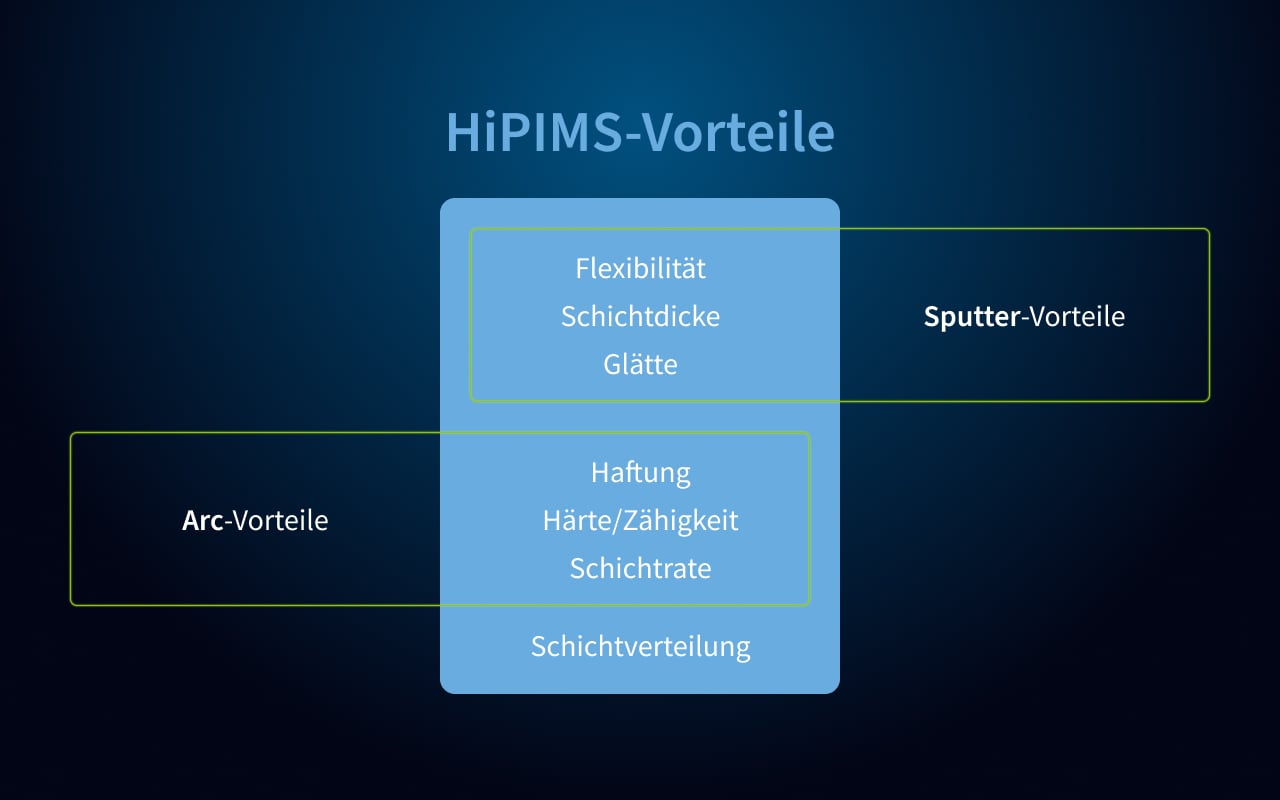
Die Weiterentwicklung von Schneidstoffen, Geometrien und Beschichtungen erzielte immer wieder enorme Leistungssprünge. Oftmals konnten Anwender ihre Standwege und Schnittdaten verdoppeln oder gar verdreifachen – möglich durch eine zielgerichtete Entwicklung bei Werkzeugherstellern und Beschichtern. Um den Anwendern auch zukünftig Verbesserungspotenzial zu bieten, ging CemeCon den nächsten Schritt in der Beschichtungstechnologie und validierte HiPIMS: Optimierte Haftung, dichtere Schichtmorphologie und niedriges E-Modul bei gleichzeitig erhöhter Härte sind nur einige vielversprechende Möglichkeiten von HiPIMS.
Mit der industriellen Einführung der HiPIMS-Technologie für Zerspanwerkzeuge entsteht bei CemeCon gleichzeitig eine neue Generation von Schichtwerkstoffen mit außergewöhnlichen Eigenschaften. Somit sind diese auf zukünftige Herausforderungen vorbereitet. Langfristig hat HiPIMS das Potenzial, bestehende PVD-Technologien abzulösen.
FACTS Story als PDF herunterladen Zur Übersicht aller FACTS Magazine (PDF)
