
Produktivität steigern im Werkzeug- und Formenbau
Abgestimmte Beschichtungslösungen für die Fertigung von Elektroden, Spritzgussformen, Matrizen, Stempeln und mehr
Die Marktlage im Werkzeug- und Formenbau ist dynamischer denn je. Sich verändernde Märkte, immer kleinere Losgrößen, individuelle Produkte, kontinuierlich steigende Qualitätsanforderungen und kürzer werdende Entwicklungszeiten – die Herausforderungen für Werkzeug- und Formenbauer sind vielfältig. Um Formen und Werkzeuge effizienter, flexibler und wirtschaftlicher zu fertigen, werden zum Beispiel die Prozesse optimiert und automatisiert. Essenzieller Bestandteil sind dabei leistungsstarke Zerspanwerkzeuge zum Herstellen der Erodierelektroden oder zum Fräsen der Formen selbst. CemeCon hat für alle Fälle die passende Premium-Beschichtung zur Hand und wird damit zum idealen Partner für Werkzeughersteller, deren Kunden im Werkzeug- und Formenbau tätig sind.
Der steigende Wettbewerbsdruck ist im Werkzeug- und Formenbau allgegenwärtig. Für eine möglichst hohe Standzeit sind die vielfach eingesetzten Stempel, Matrizen und Spritzgussformen vor allem aus gehärteten Stählen und Hartmetall gefertigt. Um die Nacharbeit zu reduzieren, werden Präzisionsteile möglichst im Endmaß produziert. Demnach sind enge Toleranzfenster vorgegeben. Dabei müssen Werkzeug- und Formenbauer schnell und flexibel reagieren, denn die hohe Produkt-individualisierung erfordert immer neue Lösungen.
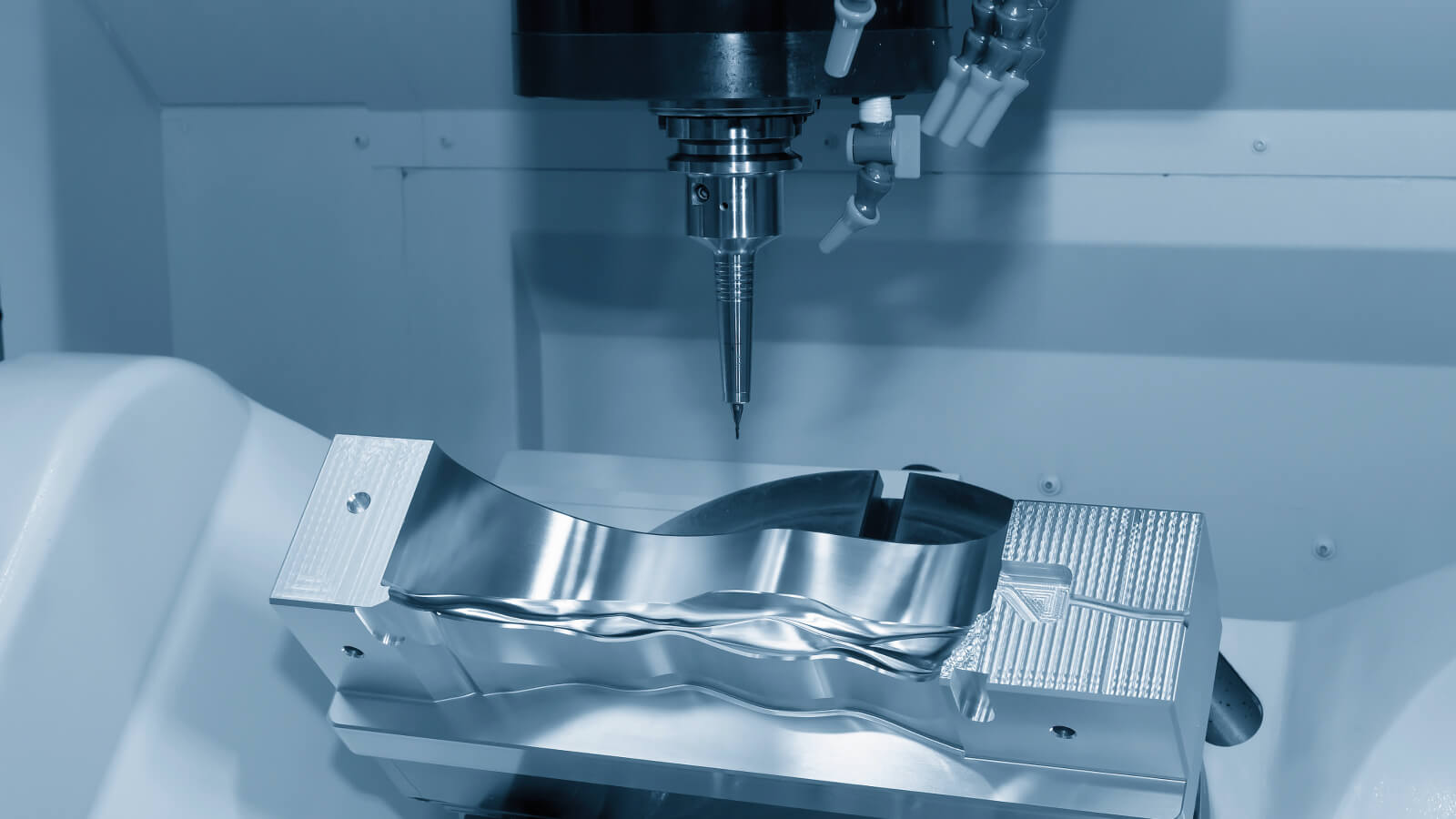
Für die Herstellung der Spritzgussformen setzen Werkzeug- und Formenbauer heute neben dem Senkerodieren mit Kupfer- oder Graphitelektroden dank technologischer Weiterentwicklungen auch auf die direkte Fräsbearbeitung. Welches Verfahren zum Einsatz kommt, hängt unter anderem von den Anforderungen, wie zum Beispiel der Komplexität der Konturen, und auch den vorhandenen Ressourcen ab: „Eines haben alle Bearbeitungsmöglichkeiten gemeinsam: Nur leistungsstarke Zerspanwerkzeuge können die Anforderungen an eine präzise, wirtschaftliche und prozesssichere Fertigung erfüllen. Das gilt sowohl für die Herstellung der Elektroden aus Graphit bzw. Kupfer als auch für das Fräsen des Stahls bzw. Hartmetalls selbst“, so Manfred Weigand, Produktmanager Round Tools bei CemeCon. „Mit unseren HiPIMS- und Diamant-Beschichtungen bieten wir für jede Anwendung die passende Lösung.“

Premium-Betreuung für Premium-Beschichtungen
Sei es beim Herstellen des Endprodukts, also beim Spritzguss, oder beim Formenbau selbst – wenn irgendetwas nicht optimal läuft, ist der Werkzeughersteller als Problemlöser gefragt. CemeCon steht den Unternehmen beim Finden der passenden Lösung mit Rat und Tat zur Seite. Manfred Weigand: „Die enge Zusammenarbeit mit den Werkzeugherstellern ist das A und O, um die richtige Beschichtung für eine bestimmte Anwendung zu konstruieren. Und wir gehen noch weiter: Auch die Anwender – also Werkzeug- und Formenbauer und Spritzgussexperten – sind wichtige Informationsgeber im Engineering-Prozess. Denn je mehr wir über den Einsatz des Werkzeugs und damit unserer Premiumbeschichtung wissen, umso besser können wir alle Parameter – Vorbehandlung, Schichtwerkstoff, Spezifikation wie etwa die Schichtdicke und Finish – optimal aufeinander, das Werkzeug und die Anforderungen abstimmen. So erzielen die Präzisionswerkzeuge beste Performance, hohe Standzeiten und hervorragende Ergebnisse.“
Wer seine Werkzeuge bei CemeCon beschichten lässt, findet nicht nur für jede Anwendung die passende Lösung, sondern hat auch weitere Vorteile. Ob HiPIMS oder Diamant – die Kunden haben immer dieselben Ansprechpartner, die alle Produkte bis ins Detail genau kennen und so kompetent beraten können. Darüber hinaus stehen im Würselener Beschichtungszentrum sowohl Diamant- als auch HiPIMS-Beschichtungsanlagen zur Verfügung. Das reduziert den logistischen Aufwand und spart damit Zeit und Kosten. Das gilt auch für die CemeCon Beschichtungszentren auf den anderen Kontinenten. Dabei ermöglichen gespiegelte Prozesse und Produktionen weltweit immer die gleiche Beschichtung in der gleichen, gewohnten Qualität.
Verschleißfeste und schmierende Beschichtungen für Spritzgussformen
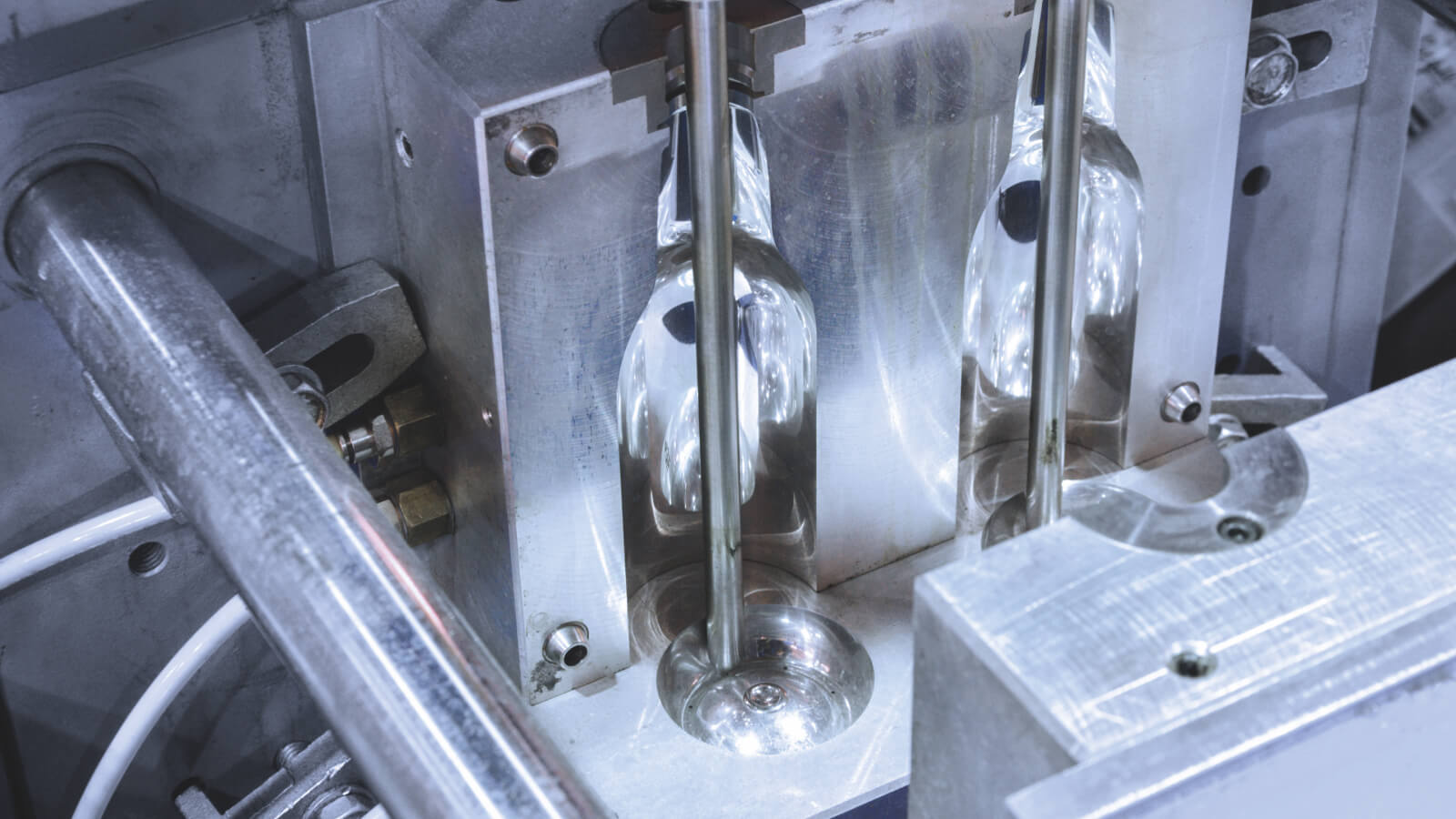
Neben dem Beschichten von Zerspanwerkzeugen eignet sich die CemeCon Technologie auch hervorragend, um die Lebensdauer der hoch beanspruchten Werkzeuge, Spritzgussformen und Komponenten zu verlängern. Experte dafür ist CemeCon Scandinavia. Ewa Bienk, Product Manager Mold & Die bei CemeCon Scandinavia: „Unsere superharten und dünnen keramischen Beschichtungen erhöhen die Verschleiß- und Korrosionsfestigkeit, verbessern die Entformbarkeit, reduzieren Ankleben und damit den Trennmittelbedarf und ermöglichen den Trockenlauf. Die Produktqualität steigt und es gibt weniger Ausschuss. Auch Wartung und Reinigung werden minimiert, Wartungsintervalle verlängern sich. So sind unsere Beschichtungen der Schlüssel zu höherer Produktivität, reduzierten Fertigungskosten und gesteigerter Wettbewerbsfähigkeit.“
Beschichtungslösungen für Werkzeug- und Formenbauer
Fräsen von Spritzgussformen, Stempeln etc.
Für gehärtete (≥ 50 HRC) und nichtrostende Stähle
Schichtwerkstoff:
SteelCon®
Beschichtungstechnologie:
HiPIMS
Schichtzusammensetzung:
TiAlSiN- bzw. TiAlN/TiSiN-basiert
Farbe:
Rotgold
Max. Einsatztemperatur:
1.100 °C
Für Hartmetall
Schichtwerkstoff:
CCDia®CarbideSpeed®
Beschichtungstechnologie:
Diamant
Schichtzusammensetzung:
Multilayer, sp3
Farbe:
Grau-glänzend
Max. Einsatztemperatur:
650 °C
Für unlegierte, legierte und Schnellarbeitsstähle
Schichtwerkstoff:
FerroCon®
Beschichtungstechnologie:
HiPIMS
Schichtzusammensetzung:
AlTiN-basiert
Farbe:
Anthrazit
Max. Einsatztemperatur:
1.100 °C
Für nichtrostende und mittelharte Stähle, Titan
Schichtwerkstoff:
InoxaCon®
Beschichtungstechnologie:
HiPIMS
Schichtzusammensetzung:
TiAlSiN-basiert
Farbe:
Rotgold
Max. Einsatztemperatur:
1.100 °C
Fräsen von Elektroden (Senkerodieren)
Für Kupfer, Aluminium, Titan und weitere NE-Metalle
Schichtwerkstoff:
AluCon®
Beschichtungstechnologie:
HiPIMS
Schichtzusammensetzung:
TiB2-basiert
Farbe:
Silber
Max. Einsatztemperatur:
900 °C
Für Graphit, Hartmetall-Grünlinge und Keramik-Grünlinge
Schichtwerkstoff:
CCDia®CarbonSpeed®
Beschichtungstechnologie:
Diamant
Schichtzusammensetzung:
Multilayer, sp3
Farbe:
Grau-glänzend
Max. Einsatztemperatur:
650 °C

